包装薄板加工

产品优势:
- 可扩展的模块化全自动高性能系统,用于加工薄板(柜子和抽屉后壁)
- 同时加工多张后壁(工件包)——工件包分离——以新颖独创的方法实现自动分离
- 可以形式多变地将工件装载在托盘上——将工件包中的不同工件分离开来——将经过了不同加工工艺的工件堆叠在托盘上
- 全自动上下料系统,适用于所有尺寸的工件——工件尺寸:最小 400 x 200 mm,最大 1500 x 3000 mm——堆叠厚度:最多 40 mm
- 通过将加工内容划分到多个工作站来扩展系统性能
- 具有返回段的工件循环运输系统高度灵活,无线运作——夹紧过程在非生产时间内进行——工件以极小的间距彼此跟随——工具更换时间最短
- 创新、灵活的堆叠系统用于处理已完成加工的工件堆——耙齿系统可对经历了不同加工工艺的工件堆进行精确分类和堆叠
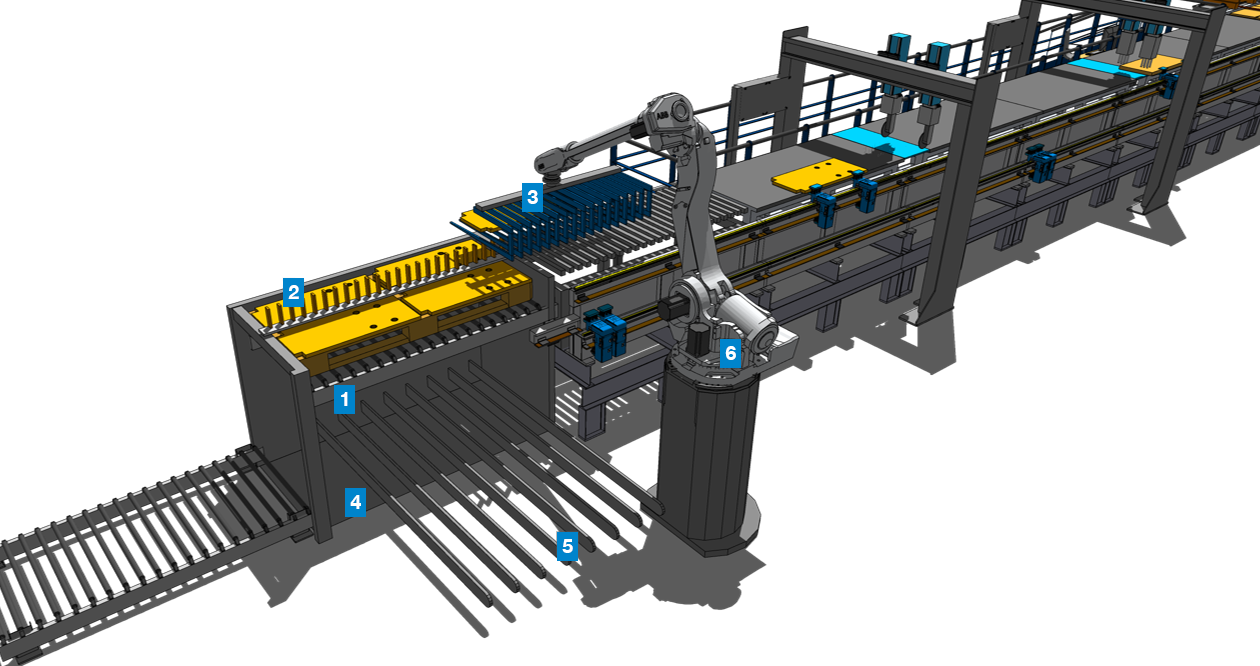
1 将工件放置在托盘上的下料模块
2 切角加工模块
3 铣/钻加工模块
4 高度动态的运输移载模块
5 从托盘上拾取工件/形成工件包的上料模块
6 客户方工作台
运输基础模块
产品优势:
- 灵活的双轨工件运输系统,可自行选择夹紧模块数量——上层:工件运输——下层:夹紧模块返回
- 伺服控制的自给式夹紧模块——循环运行
- 夹紧模块垂直换位,以便将夹紧模块返回
- 将工件包对齐和送入夹紧模块的集成装置
- 整个运输路线上平坦的工件支撑底座
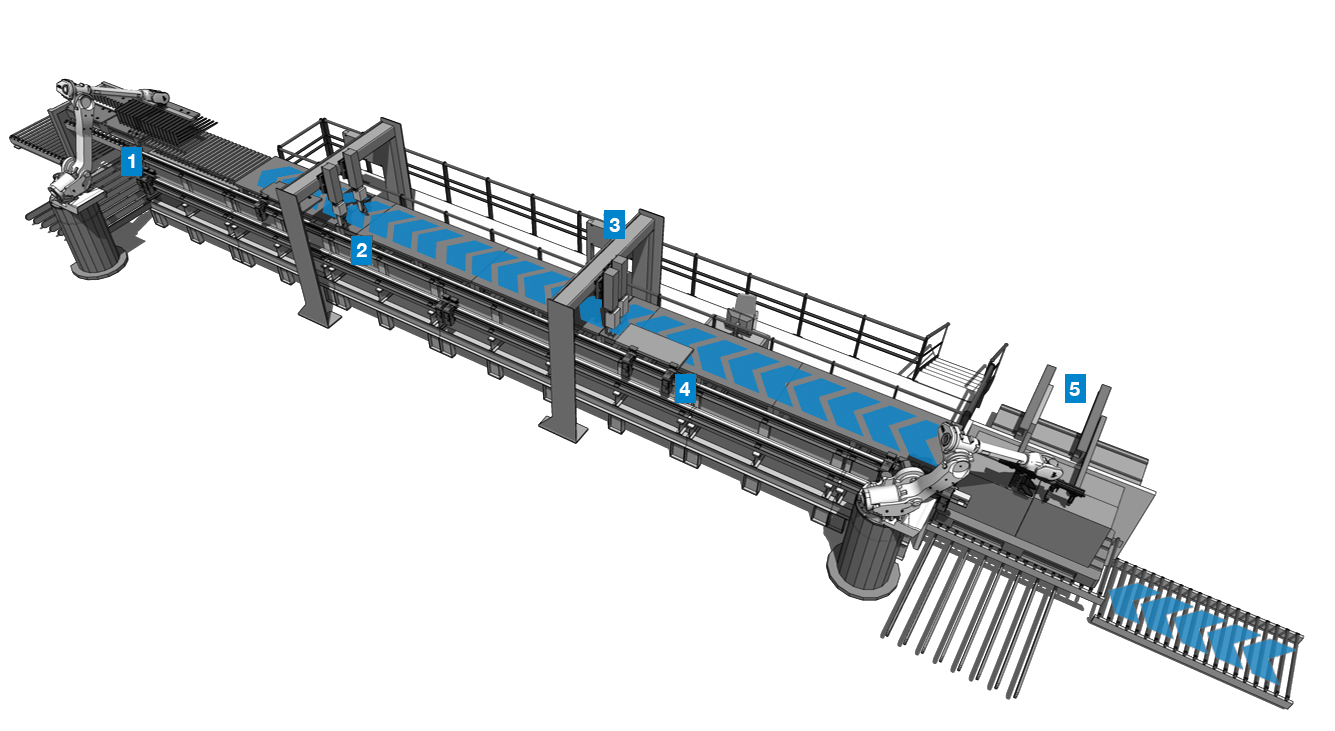
1 移载模块转换器
2 出口区
3 移载模块
4 机床工作台
5 下部结构(可选)
6 对齐和定位区
托盘拾取和上料模块
产品优势:
- 通过辊式运输机或叉车输送托盘
- 在剪式升降台上将所有托盘预对准
- 剪式升降台有节奏地将工件堆向上抬起
- 伺服控制的压紧系统用于在每个堆叠层有多个工件的情况下固定住堆垛
- 通过带有机械手的专业机械抓手系统抓取包含若干工件(取决于工件的厚度)的工件包
- 空托盘自动送出
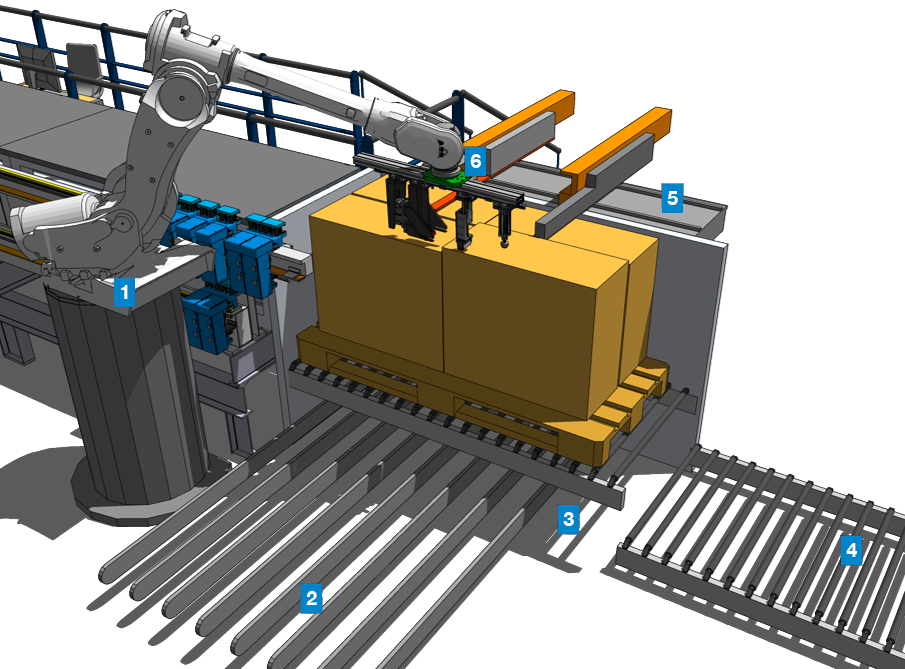
1 ABB 机械手
2 运输空托盘
3 剪式升降台
4 工件堆送料辊道
5 XY 轴坐标带有起固定作用的压紧装置
6 抓取用机械抓手
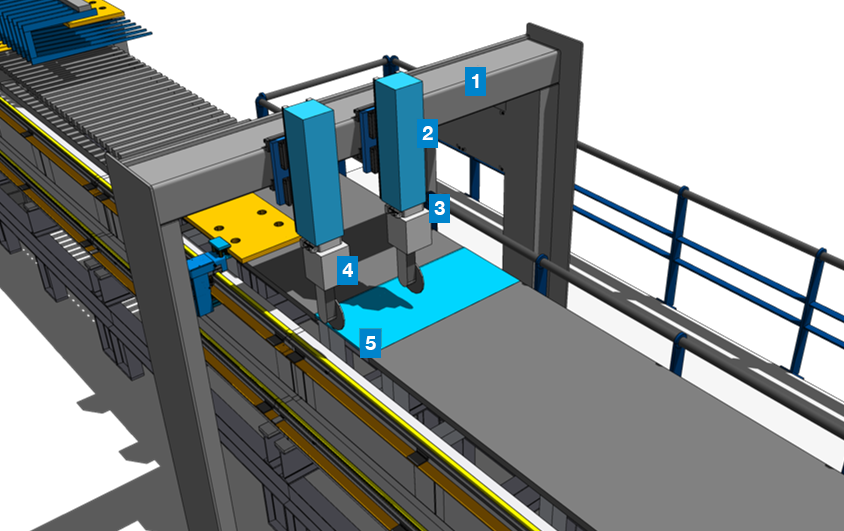
钻/铣加工模块
产品优势:
- 最多两个独立的加工单元,每个加工单元都带有钻具和集成的铣主轴
- 可使用单独的 HSK 铣主轴
- 钻具专为客户的各种工件而设计
- 砧板用作反向支撑并配有可更换的垫板,实现最高的加工质量
1 Y 轴
2 2x Z 轴
3 2x 钻具
4 用作反向支撑的砧板
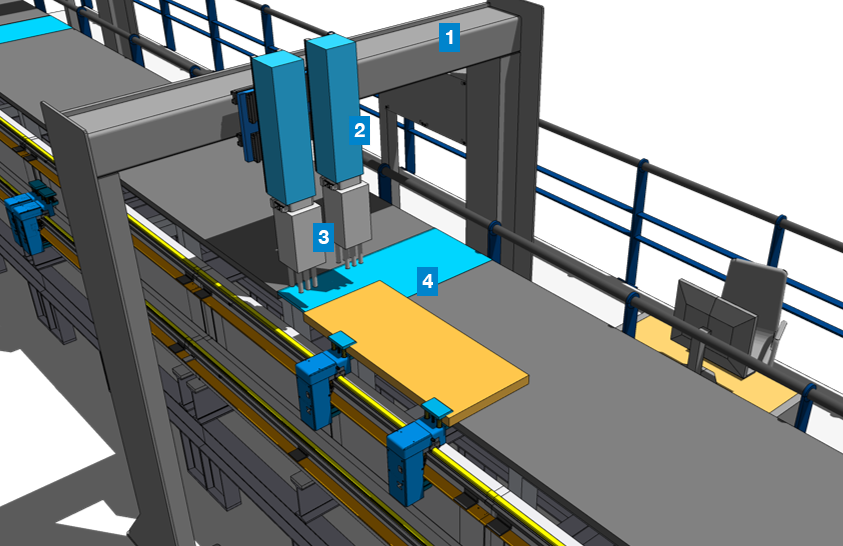
切角加工模块
产品优势:
- 最多两个独立的锯切单元,可通过伺服驱动的 C 轴摆动
- 摆动角度 0° < α < 360°
- 砧板用作反向支撑并配有可更换的护板
1 Y 轴
2 2x Z 轴
3 2x C 轴
4 2x 锯切单元
5 2x 反向支撑砧板
下料和将工件放置在托盘上的模块
产品优势:
- 空托盘可通过皮带输送机手动送入系统
- 托盘在剪式升降台上沿 X 和 Y 方向对齐
- 码垛机械抓手直接从夹紧模块中取出完成加工的工件包
- 通过码垛机械抓手将工件包精确轻柔地推到托盘上。可以实现不同的位置图
- 完成堆垛的托盘移至提取点或通过辊式输送机继续输送
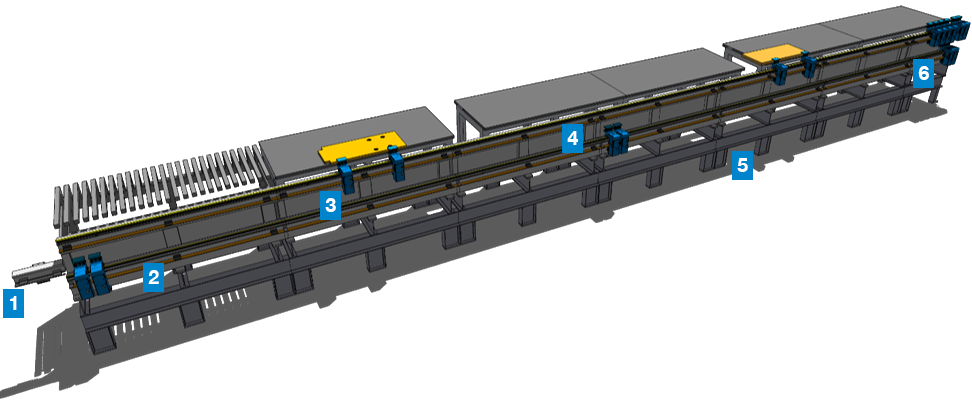
1 托盘接收区
2 可定位的刮耙
3 码垛机械抓手
4 剪式升降台
5 空托盘输送装置
6 ABB 机械手